




氧化铝焙烧炉是氧化铝生产过程中的关键设备,其主要功能是通过高温煅烧将氢氧化铝转化为氧化铝。炉体的砌筑质量直接影响设备的使用寿命、热效率和生产稳定性,因此砌筑工艺的重要性不言而喻。北京联合荣大创新研发的氧化铝焙烧炉砌筑工艺新技术,值得大力推广。
耐火材料的选择应考虑其耐高温性、抗碱腐蚀能力和气流冲刷。工作层通常采用高铝砖或耐火浇注料。高铝砖其据有出色的热震稳定性,施工维护便捷合使用寿命长等优点;对于复杂结构(如炉顶,弯头,旋风筒),则采用耐火浇注料。保温层主要使用硅酸钙板多晶纤维板和纳米板,并辅以耐火棉填缝,从而减少空腔带来的热损失。
砌筑前,必须根据设计图纸确认耐火材料的类型、厚度以及膨胀缝的布局。材料收环节需要严格把关,确保耐火砖、浇注料、保温层材料的化学成分和理化指标达到标准。锚固件刷沥青漆并焊接牢固。施工环境应保持干燥,温度不得低于5℃,以避免雨雪天气的不利影响。
耐火砖施工时必须重点监控灰缝的饱满度(≥95%)、厚度(≤3mm)以及膨胀缝的合理性。浇注料施工中要注意采用硬质模板,支护尺寸控制好。模板支护前刷脱模剂,方便模板拆卸,减少浇注后表面气孔量。浇注时根据各部位承重情况,模板支护不能太高,一般为1.2到1.5米,支护好后块与块要错开浇筑避免通缝。筑炉膨胀缝设置为每层模板高度,环形展开长2-2.5米留一个3cm膨胀缝,膨胀缝要留在俩个锚钉之间,不得留在锚钉位置,膨胀节里填的硅酸铝棉要填压好,缝留置要错开。所有施工缝每砌筑0.5米就进行勾缝。浇注时块与块之间的接缝,上下之间接缝要做好,不能有不平整或堆垛现象。耐火砖需要切割时,切割面必须磨平再使用。
焙烧炉施工时有三个关键部位:V08V19燃烧室,T12燃烧室及P04焙烧炉连接P03旋风筒连接处。燃烧室主要问题是高温及燃烧物对材料的损伤,可以选择莫来石刚玉浇注料这类耐高温耐腐蚀浇注料。P03和PO4连接部分,切线出口处内衬浇筑成弧形,避免膨胀缝留在设备结合转折部位并,浇注料内增加加强网,减少物料对炉壁的冲击力。P03和PO4顶部过渡部分折角位置锚固件要求加密,浇注时也做个加强网,提高炉体质量。
氧化铝焙烧炉的砌筑是一项结合材料科学与工程技术的精细工作。通过科学选材、严格施工和规范验收,可以显著提高炉体的抗热震性、密封性及使用寿命,从而确保氧化铝生产的高效和稳定。
图一为焙烧炉整体外观
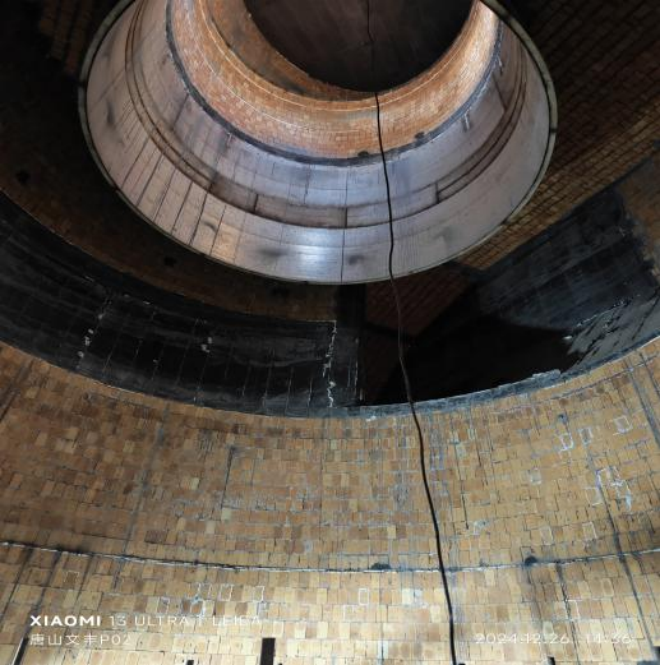
图二为内部砌筑效果






























