




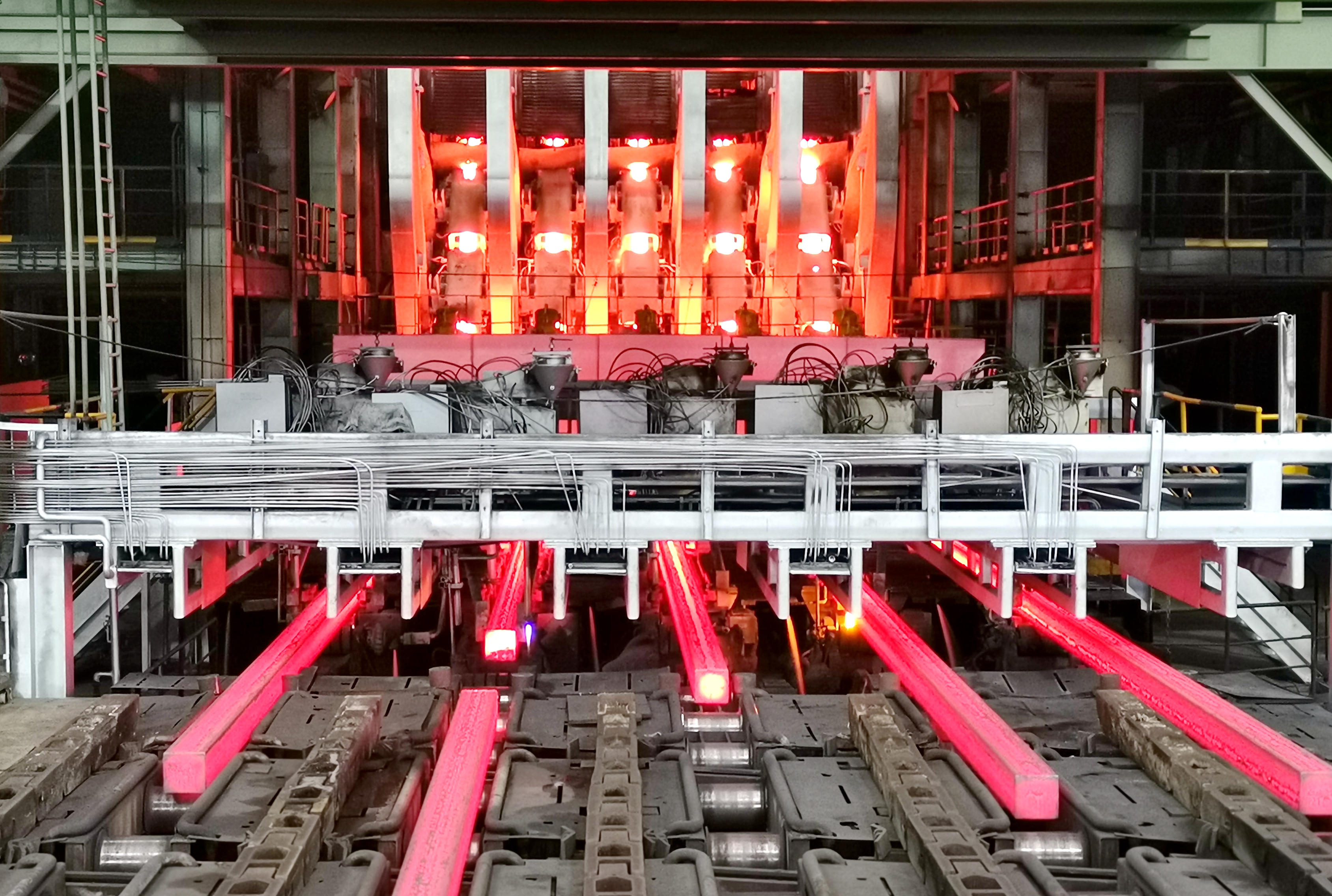
宝武集团中南股份炼钢厂连铸车间以“微降本”为切入点,聚焦特钢坯生产过程中头坯、尾坯、接包坯等环节的钢铁料损耗,通过工艺优化与技术攻关,打出一套降本增效“组合拳”,在细微之处彰显精益管理硬实力。
破解“两难”困局:创新“取长补短”堵流法
连铸车间中间包停浇时,冻块厚度控制与尾坯成材率存在“两难”矛盾。冻块厚度控制、尾坯成材、尾坯质量、钢水收得率相互制约,班组停机堵流操作难度极大。若岗位员工判断失误,易出现多个流尾坯长度不足定尺报废,或控制过长导致切废增多的问题,不仅成坯量低,更使挑废率居高不下,直接影响连铸钢水收得率。

面对这一生产痛点,连铸车间降本攻关团队深入生产现场,经反复试验与论证,创新推出“取长补短”堵流法。在确保尾坯可切割为合格铸坯的前提下,团队根据中间包剩余钢水量与铸坯定尺要求,合理规划各流停浇顺序,依次执行堵流操作,最大限度拉空中包钢水。该举措既有效降低停浇冻块厚度,又大幅减少尾坯报废量,实现冻块控制与成材率提升双重目标。
双向精准发力:严控头坯质量与接包切废
在优化尾坯处理的同时,连铸车间同步推进头坯质量提升工作。车间严格落实中间包、浸入式水口烘烤制度,将开浇操作统一交由横班值班长调配骨干执行,有效减少因液面波动造成的头坯切废量。针对接包坯损耗问题,7号机率先实施优化方案,接包前最后炉次按回收定尺计算切割。数据显示,2026年2月接包22次,累计减少切废41吨,降本成效显著。
成效量化显现:收得率提升与全员精益实践
多措并举下,车间降本增效成果立竿见影。6号机2月份钢水收得率较1月份提升0.21%,较2025年平均水平提升0.23%;7号机钢水收得率实现跨越式增长,环比提升0.66%,同比提升0.62%。为巩固优化成果,车间全面推广头尾坯切割新工艺,并配套出台《降低特钢坯切废劳动竞赛方案》,以奖罚机制激发班组积极性,推动头尾坯长度控制持续优化。
此外,车间持续推进定尺优化、热收缩系数微调、切割缝隙减小等精细化管理措施,从操作规范到工艺参数层层严格把关。车间负责人表示:“降本增效没有捷径,唯有在操作上探索创新,在工艺上精准发力,才能在毫厘之间创造价值。”
从随意堵流到精准控制,从经验操作到数据驱动,连铸车间苦练内功、提升素养,扎实打出降本增效“组合拳”。车间全体员工以实际行动诠释“为一分钱而努力”的执行力,立足岗位、实干笃行,为完成降本新任务、实现发展新目标勇当先锋、争做表率。(黄宝华 陈文新)






























