




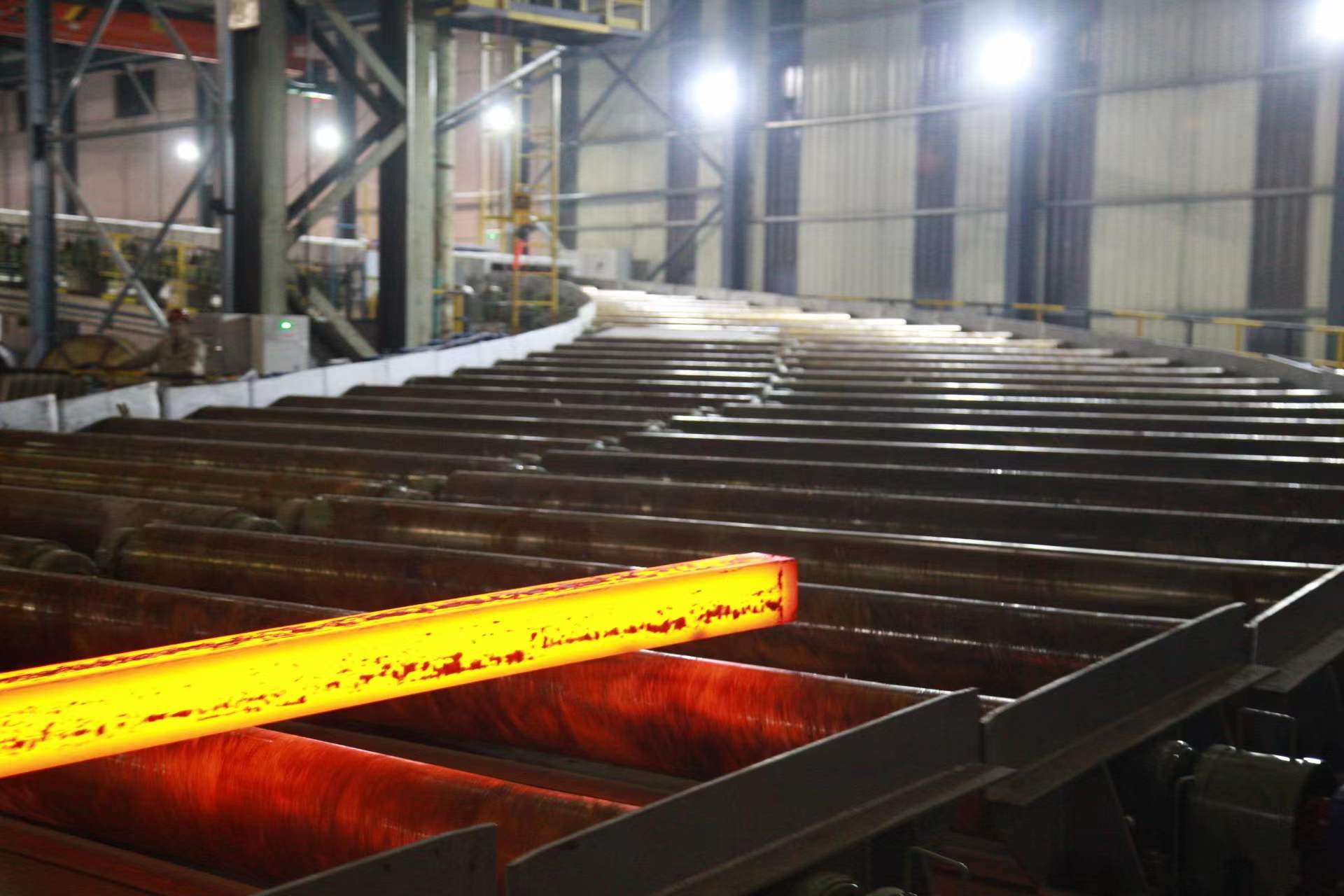
8月10日00:38,随着火红的铸坯从炼钢厂8号连铸机奔腾而出,经由接坯、汇流、S弯等多个辊道,顺利进入特轧厂棒三线收集辊道,宝武集团中南股份特轧厂棒三线辊道直送项目一次性热负荷试车成功。该项目投用后,棒三线的热送率有望从目前的90%提升至95%,平均入炉温度由658℃提升至737℃,工序能耗成本降低20%以上,预计一年创效约950万元。
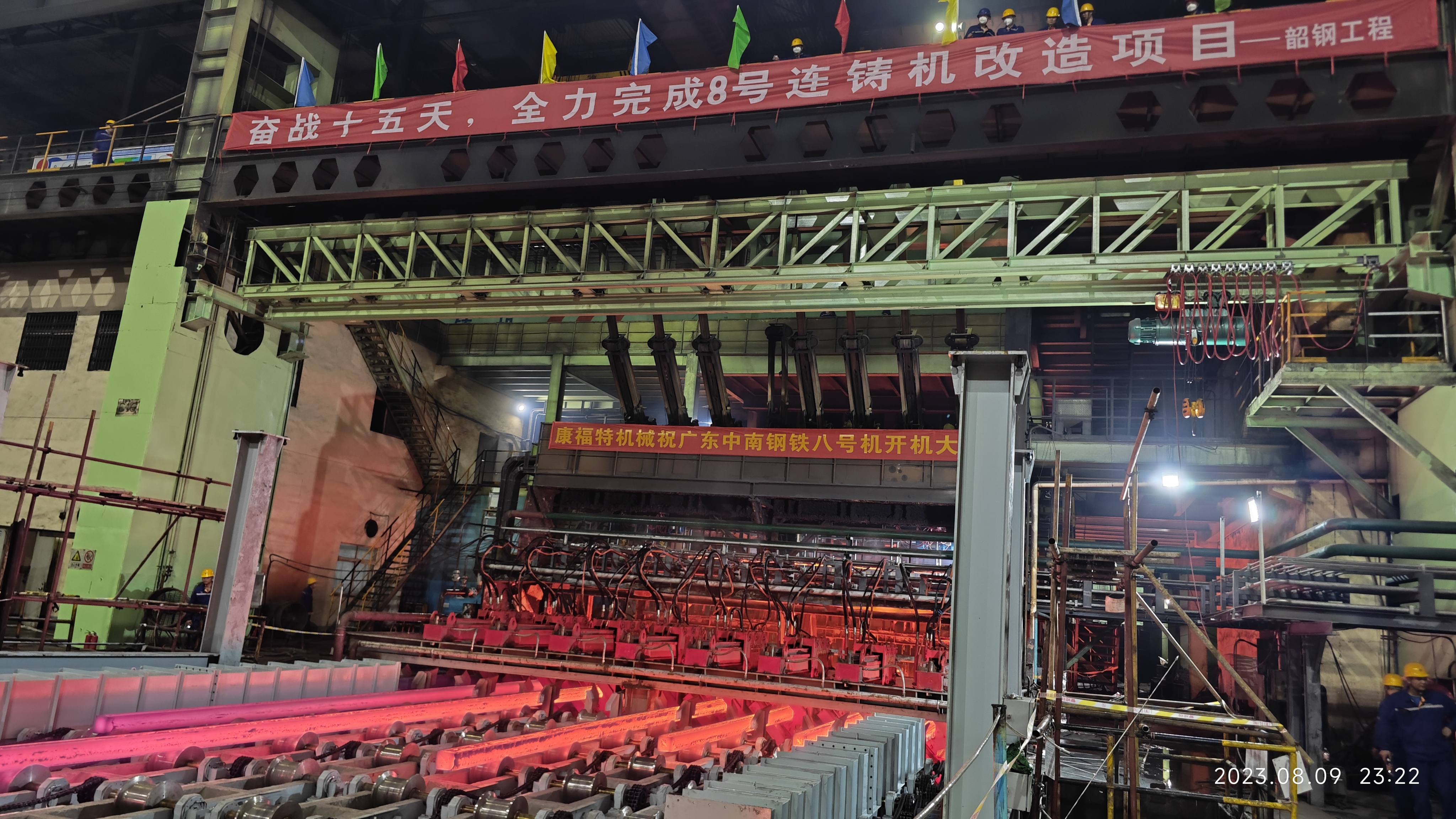
棒三线辊道直送及配套保温坑改造工程项目是中南股份“810”工程的重点项目之一,对提升生产效率、促进节能降耗有重要意义。改造前,棒三线热送要经过翻钢、扫钢及转盘、提升机运转,中间停留时间长,到达棒三线入炉辊道上的钢坯最快也需要经过155S,钢坯的物理热在运转过程中大量流失,再加热时会消耗大量煤气增加碳排放,不仅制约热装热送率的提升,还不符合当前碳减排碳中和的大势。改造后,从8号连铸机出坯辊道端头对接辊道组,弧形汇流转弯辊道代替原来的转盘,爬坡辊道代替原来的提升机,一套全辊道输送系统实现全线跟踪,同时配套自动化保温坑实现多余钢坯自动缓存,这样能有效降低能量的无效流失,减少加热炉的加热时间,减少碳排放。
8月9日,与棒三线辊道直送项目配套的炼钢厂8号连铸机铸坯液压剪改造、钢坯输送保温改造、定重准确率升级改造顺利完成成功热试。8号连铸机铸坯液压剪改造是对铸坯切断方式进行改进,采用液压剪替换传统的火焰切割,减少铸坯切割时间,减少切缝金属损失;钢坯输送保温改造通过辊道增设保温罩、辊子采用高效隔热耐高温材质且无辊身水冷的特殊结构、减少铸坯在辊道停留时间,铸坯表面平均温度可提高90℃以上;定重准确率升级改造运用大数据采集及挖掘、人工神经网络等技术,建立铸坯定重在线模型,指导定尺切割,为轧钢工序有效控制非尺率、降低成本消耗提供有利条件。
棒三线辊道直送项目投产后,8号连铸机所有钢坯可以全部通过辊道输入到棒三线,棒三线具有往棒一2线分发钢坯的能力,同时保留8号连铸机高架下线送棒一2线的功能。棒三线辊道直送,能提升生产效率,促进节能降耗,有明显的经济效益、环保效益,是中南股份追求绿色化、高效化发展的新举措。(陈立新 李丽莹 黄宝华)






























