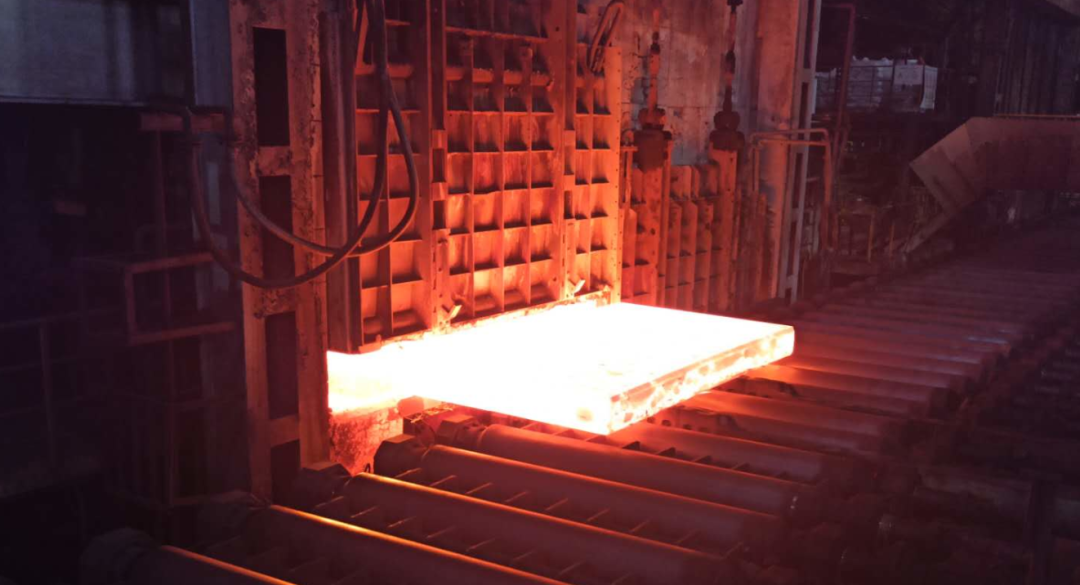
近期,在中国宝武2025年上半年“产品经营”劳动竞赛厚板赛项评选中,重庆钢铁4100mm产线凭借出色表现,荣获厚板“热装优胜产线”冠军称号。
板坯热装率,指的是高温板坯从连铸工序直接送入加热炉进行轧制的比例。省去冷却、存储、再加热等多重环节,不仅节约了大量能源消耗,也极大提升了生产效率。“我们成功的秘诀,是心往一处想、劲往一处使。”中厚板轧制车间副主任杨崟笑着说道。

破局!多界面协同“攥指成拳”,
攻克热装“硬骨头”
热装热送,是连贯钢轧工序的“关键一环”,而“连铸与轧钢节奏不匹配”“钢种多样难协调”等问题,曾一度制约热装率的提升。面对瓶颈,4100mm产线没有单打独斗,而是构建起一张坚实的“跨部门协作网”。由制造管理部牵头,炼钢与轧钢工序紧密配合,建立起“沟通-协调-推进”长效机制。结合实时生产动态,精准安排检修与日维计划,围绕合同结构与品种规格推进“精细化排产”,让炼钢与轧钢计划的高度匹配。热坯配送更加均衡,热装率稳步提升。打破部门壁垒,凝聚共同目标,正是凭借这种协同攻坚,将瓶颈转化为提质增效的优势。
榜样!值班长罗锴的“岗位坚守”,
推动热装“再升级”
一个人的努力是微光,一群人的坚守能汇聚成火炬。在这条冠军产线的成长路上,从不缺少“敢想敢干”的骨干,乙班值班长罗锴正是其中之一。对于热送钢坯,罗锴心中有本“明白账”:即将轧制的规格、炼钢浇注顺序、精轧工作辊剩余轧制里程……他都了如指掌。面对“热送时段与轧辊模型不匹配”等问题,他主动提出建议,通过协作网与炼钢沟通调整浇注顺序,或提前更换工作辊,实现热坯与轧辊的“完美适配”,最大限度减少因规格不符导致的工艺下线。“能装尽装,少下线一块钢坯,就是为企业降本增效。”凭借“盯细节、解难题”的专业与耐心,他将热装计划的“放冷时间”优化到极致。
同心!全链条协作的“热装密码”,
每个环节“不掉链”
热装冠军的荣誉,不属于某一个部门或个人,而是从一线操作工到技术团队、从生产车间到管理部门“拧成一股绳”的成果。为减少热坯在堆放过程中的温度损失,轧制车间对原料2号板坯库进行“改造升级”,划定20个专用垛位,加装保温围挡,实行“分区堆放”,确保每块钢坯都能有效“保温”。行车车间同步优化板坯库行车运行模式,每台行车职责明确,有的发挥机动补位作用,有的对接火切机进行堆垛与装炉,还有的机动补位,及时完成热坯堆垛与装炉,最大限度降低温度损耗。技术支撑同样到位:宝武重工服务团队根据支撑辊周期,磨削不同凸度轧辊以满足生产需求;轧制车间结合轧辊参数拓展计划反跳能力,减少排产限制;原料班组发挥两线切割优势,按轧制计划调整进炉顺序,保障全线流畅运转。
4100mm产线的成功,是全链条高效协作的生动实践。未来,产线将继续在降本增效的道路上创新突破,让冠军产线的旗帜持续飘扬,为企业高质量发展持续注入强劲动力!(荣世乔 邹兰欣)