




“爸爸,我从乐乐家回来了……”前两日,笔者的女儿一脸不悦地说。见状,笔者赶紧问:“怎么这么快就回来了,是发生什么事情了吗?”“爸爸,乐乐哭了,乐乐的爸爸给她剪指甲弄疼她了,我们就没法玩了。”女儿一边回答我,一边翻找家里的指甲刀,想让笔者也给她剪剪指甲。
剪完指甲后,女儿催促道:“爸爸,咱们把指甲刀拿给乐乐用吧!”到了邻居家,乐乐爸爸一脸无奈地说:“给乐乐剪指甲,我快愁死了!有的指甲刀,用几次就不好用;有的我用着挺利索,给孩子剪就起毛边。这两年,我们家都买了几十个指甲刀了。”
“啊,怎么会呢?我家那套指甲刀从2008年用到现在,我闺女也没说不好呀。”笔者疑惑道。当天,乐乐在笔者女儿的鼓励下,用笔者带来的指甲刀开开心心地剪完了指甲。
“这指甲刀能有这么大差异?”邻居露出不可思议的表情。笔者也诧异于小小指甲刀之间的巨大差异,于是开启了一场有关指甲刀的探索之旅。
好刀啥标准?剪得爽、不起刺、握得牢
指甲刀是由压板、连接钉、剪刀头构成的。压板和剪刀头由连接钉固定在一起,这让最上面的压板可以360度自由旋转。刃口越精细锋利、剪甲越快、指甲形变也越小。指甲刀主要有两种分类方式:按照使用人群分为成人指甲刀和婴儿专用指甲刀,按照前端形状分为平头指甲刀和斜面指甲刀。
那么,指甲刀该如何选择呢?从体验感来看,好的指甲刀,应具备较好的舒适度,且在剪指甲时能够顺利剪断,不带毛刺。选用带有防滑握柄的指甲刀,可以让使用者在修剪时抓握得更稳固,不容易手滑;带有防飞溅功能的指甲刀,则可以确保修剪时不会弄得满地都是指甲屑。从耐用性来看,指甲刀在长时间使用后,仍要维持锋利度和美观度。从便捷性来看,指甲刀套装应具有多种指甲护理功能。总体来看,指甲刀用材需有一定的硬度和耐磨性,并可通过一定的工艺使材料长期保持较强的硬度和优良的耐磨性能。
身价差千倍!从“白菜价”到“奢侈品”
指甲刀是个人生活中必备的小用品,在街边的一元店经常能买到,5角或1元一个。随着人们生活水平的提高,一些从日本、德国进口的指甲刀也出现在市场上,动辄上千元。那么,指甲刀市场现状如何?
登录国内主要商务网站,可以看到,指甲刀品种、样式琳琅满目,价位从0.99元到1048元不等。根据某平台的指甲刀套装价格统计数据,40%的用户选购价位在41元~93元,29%的用户选购价位在28元~41元,12%的用户选购价位在93元~158元,13%的用户选购价位低于28元,6%的用户选购价位在158元以上。从评论数量来看,据笔者粗略统计,100万评论量的产品有14种,价格从单品6.9元到套装79元不等。这也一定程度上反映了普通大众对指甲刀的普遍定位。
核心是钢材!好钢才能出好刃
指甲刀的价格差异这么大,所用的原材料价格差异是不是也会很大呢?抱着这个疑问,笔者查找了不同厂家的产品详情,国内企业主要采用碳钢,少量企业采用420J2、不锈钢;韩国企业采用碳钢、不锈钢;日本企业采用不锈钢、马氏体不锈钢;德国企业采用440A、马氏体不锈钢等。
其中,420J2、440A为具体钢号,其他为笼统的钢材类别。420J2全称为SUS420J2,是一种日本JIS钢号,相当于国标钢号30Cr13、德标钢号X30Cr13,是一种马氏体不锈钢;440A全称为SUS440A,也是日本JIS标准的高碳高铬马氏体不锈钢,相当于国标70Cr17。中国、日韩、德国都使用马氏体不锈钢。以SUS420J2、30Cr13为例,笔者查阅《袖珍世界钢号手册》发现,国标、德标的碳含量在0.26%~0.35%,日标的碳含量在0.26%~0.40%,3个标准的铬含量均在12.00%~14.00%。根据自身经营的需要,国内多数不锈钢板材企业在生产中可执行上述3个标准中的任意一个。因此,采用同钢号的钢材,国内外企业生产的质量差异不大。
在国内外指甲刀生产企业选用的材料中,钢号SUS440A的碳含量在0.60%~0.75%、铬含量在16.00%~18.00%,硬度最高,因此价格也最贵;SUS420J2的铬含量为13%左右,硬度次之,价格次之;碳钢中不含铬,因此材料价格最低。
可以看出,指甲刀是否锋利,主要取决于刃口钢材的硬度。轴承厂家用轴承钢边角料做成的指甲刀,笔者使用了十几年,依然“宝刀不老”,也从实践中说明材质才是核心。
小刀大学问!冲压VS锻造,毫米定成败
指甲刀的质量不仅与材料的选择相关,还同生产工艺联系密切。
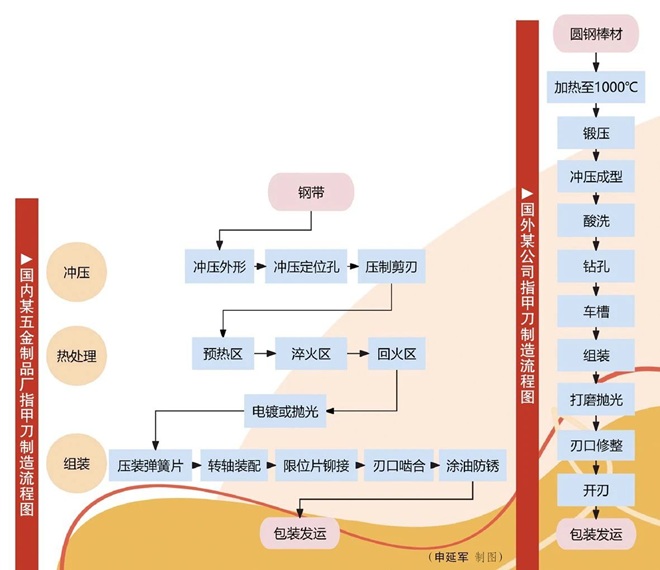
以广东一家五金制品厂为例,生产指甲刀的原材料多选用高碳钢或马氏体不锈钢,通过冲压、热处理、表面处理、组装等环节完成制造。其主要生产流程如下:
将厚度为1.2毫米~2.0毫米的钢卷切割为宽度匹配的钢带。钢带在冲压成型工序需经过3个工位,冲出钳体外形、完成转轴孔定位、压制刃口斜面,变成一片片的冲压件。冲压件经过网带式连续炉的预热区、淬火区、回火区三段温控,硬度保持在HRC54~HRC58,再经过电镀或抛光表面处理。组装环节分为压装弹簧片、转轴装配、限位片铆接、刃口啮合、涂油防锈5道工序。
看到国内指甲刀制造企业生产流程,笔者震惊于一个小小的指甲刀也需要这么多步骤来制造,也有这样自动化的生产线。
那售价近千元的进口指甲刀又是如何生产的呢?国外一品牌指甲刀套装在中国商务网站上售价最低500元,最高3800元,从销售模式上,该品牌走高端路线,是按照礼品模式销售的。笔者查阅该公司网站,观看了该公司指甲刀的制造流程。
该公司以圆钢棒材为原料,在加热炉里加热到1000摄氏度后,用400吨液压件的锻锤反复敲打,然后冲压成型,再自然冷却至常温。这些冲压件被送进酸洗池,去除氧化铁皮和毛刺,随后经钻孔、车槽等工序后,进入装配环节。两个刀片经过加压进行叠加和组装,并反复敲打连接处,使其平稳运动。然后,工人们对指甲刀进行打磨抛光,砂纸从粗砂逐渐转到细砂。一把指甲刀就初步成型了。这时,指甲刀的刀刃处仍存在细微的距离,工人会打磨到左右两片刀片能够严丝合缝地贴在一起为止。最后,在开刃环节,工人要注意保护好刚刚对齐的刀片结构。
中外两家企业生产的指甲刀结构类型不同,生产工艺也有着明显区别。国内企业用冲压方式生产,材料为钢板;而国外企业用锻造方式生产,材料为圆钢。两家企业生产线视频的宣传重点也不同,国内企业主打生产线自动化,国外企业则注重宣传手工打磨、精打细磨。这反映了两家企业对指甲刀的市场定位不同。
在德国、日本、韩国指甲刀企业的产品详情中,普遍提到刃口的错位在0.01毫米~0.02毫米。如果上下刃口完全对齐的话,在使用中会因互相摩擦而导致刃口变钝。采用刃口上下错位设计可减少卡顿、延长使用寿命、防止甲屑飞溅。在产品详情中,绝大多数国内企业没有介绍刃口错位情况。
在上述案例中,国内生产线上直接使用钢板冲压,由此可以推断所用钢卷碳含量不会太高,指甲刀材质的硬度也不会太高。在刃口啮合的工序,上下刃对齐后用磨床开刃,说明上下刃是正对,没有错位。上下刃在使用中会很快磨损,其中经过淬火,具有较高硬度的部分消失,虽然指甲刀看上去没什么变化,但使用效果会大打折扣。儿童指甲软、薄,使用硬度已经降低的指甲刀时,孩子就容易有指甲被撕拽的感受,体验感就会变得很差。经过这一番探索,笔者终于明白乐乐爸爸家里几十个指甲刀的问题出在哪里了。
用户要“尖货”!国产指甲刀,该亮真本事了
在国内某商务网站上,40%的用户购买的指甲刀价位在41元~93元,还有18%的用户选择93元以上的指甲刀。可见,重视指甲刀质量和拥有个性化需求的用户占比不小。国内相关企业应该关注到用户需求的变化,从提供产品向提供精品转型。当然,这种转型需要从钢材选择入手,好钢用在刀刃上,应选择具有更高强度、更耐腐蚀的钢材。
以铬含量为18%~20%、镍含量为8%~10.5%的合金元素含量更高的SUS304价格为例,7月11日,江苏省无锡市不锈钢板基准价(304冷轧)现货报价最高为13300/吨,以一套指甲刀的重量为180克计算,材料成本仅为2.4元。即使材料价格差异较大,以3倍计算,材料费用也仅为7.2元。更改为不锈钢后,材料价格仅占中坚用户购买价的低位41元的17.56%。可见,中国钢铁工业的高质量发展为五金工业提供了坚实的材料基础和成本支撑。
企业提升产品质量的过程,将导致企业生产工艺、生产流程、生产设备的巨大变化,好的产品性能也能够使企业获得好的评价、树立好的品牌形象。或许这也将是五金制造企业未来的投资方向和技术发展方向。
进入新时代,我国社会的主要矛盾已经转变为人民日益增长的美好生活需要和不平衡不充分的发展之间的矛盾。具体到指甲刀这个细分市场,一边是优质的钢铁原料供应,一边是广大用户的殷切期盼,如何把优质的钢材转变为用户心中既好看、又好用的指甲刀,或许这是五金加工企业应努力突破的方向。(申延军)































