




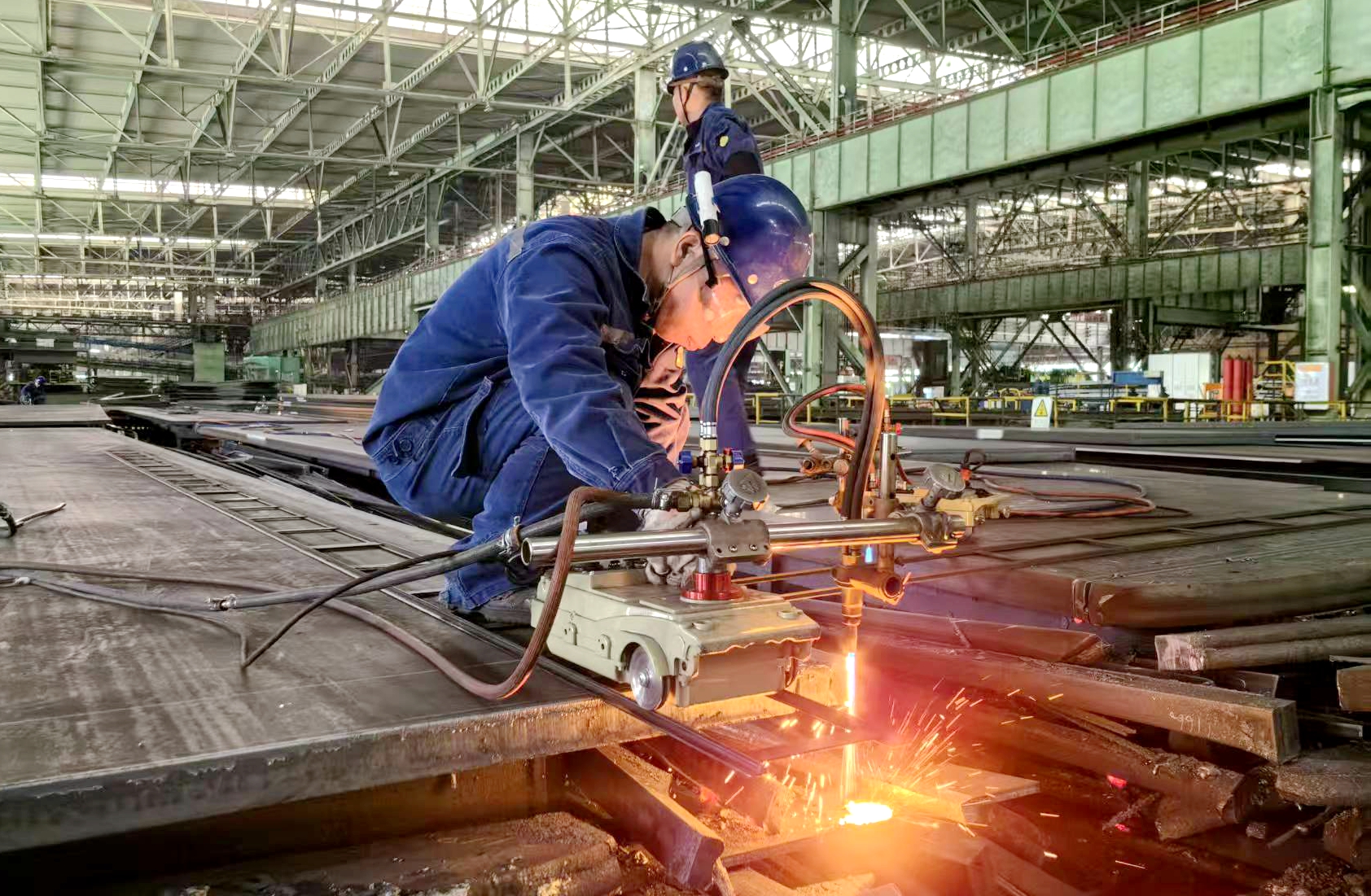
在竞争日益激烈的当下,火切工序的效率与质量直接影响板材产品竞争力。近期,宝武集团中南股份轧材厂板材车间通过一系列技术创新与管理优化,成功将火切钢板的命中率提升至98%以上,以“毫米级”精度书写了提质增效的新篇章。
精准施策:枪嘴选型“量体裁衣”
火切过程中,枪嘴的选择直接影响切缝宽度与积渣量。传统作业中,统一规格的枪嘴难以适应不同厚度钢板的切割需求,导致切缝过大、积渣堆积,进而影响钢板尺寸精度。为此,板材技术团队创新提出“厚度适配枪嘴”策略:针对薄板(≤40mm)采用细口径枪嘴,将切缝宽度从5mm压缩至4mm;对厚板(>40mm)则选用耐高温、高流量的特种枪嘴,确保切割穿透力的同时减少熔渣飞溅。实施后,火切后钢板表面积渣量减少40%,因积渣导致的尺寸偏差问题基本消除,为命中率提升奠定了基础。
精益操作:直角测量“双保险”
针对线上剪切后或轧制过程中产生的镰刀弯钢板,推行“最小火切点+二次测量”法。操作人员首先标记钢板弯曲最小处的火切起点,完成单边切割后,利用激光对中仪重新校准直角与对角线,通过动态调整确保另一侧切割路径的绝对垂直。这一方法将传统“一次切割”升级为“精准修正”模式,有效规避了因钢板形变导致的切割偏差。数据显示,该工艺使火切后钢板的对角线误差控制在±1mm以内,合格率提升25%。

设备焕新:火切架“平如镜面”
火切架的平整度是保障切割精度的关键。原设备因长期使用出现局部凹陷,导致钢板放置后倾斜,切割时火焰偏移。车间成立专项修复小组,采用高精度水平仪对火切架进行全尺寸检测,标记出0.5mm以上的误差点,通过激光熔覆技术填补凹坑,并加装可调式支撑腿,实现架体水平度动态校准。修复后,火切架平面度误差≤0.3mm,钢板切割时火焰稳定性显著提升,因设备问题导致的废品率降至0.5%以下。
通过枪嘴选型、工艺优化与设备升级的三重发力,火切钢板命中率从92%跃升至98.5%,月平均节约返工成本达5万元。“每一块钢板都是承诺,每一次切割都是匠心。”未来,板材车间将持续深化智能火切技术研发,以更高精度、更低成本赋能钢铁制造高质量发展。(何森)






























